 Rapid Custom Manufacturing
Rapid Custom Manufacturing
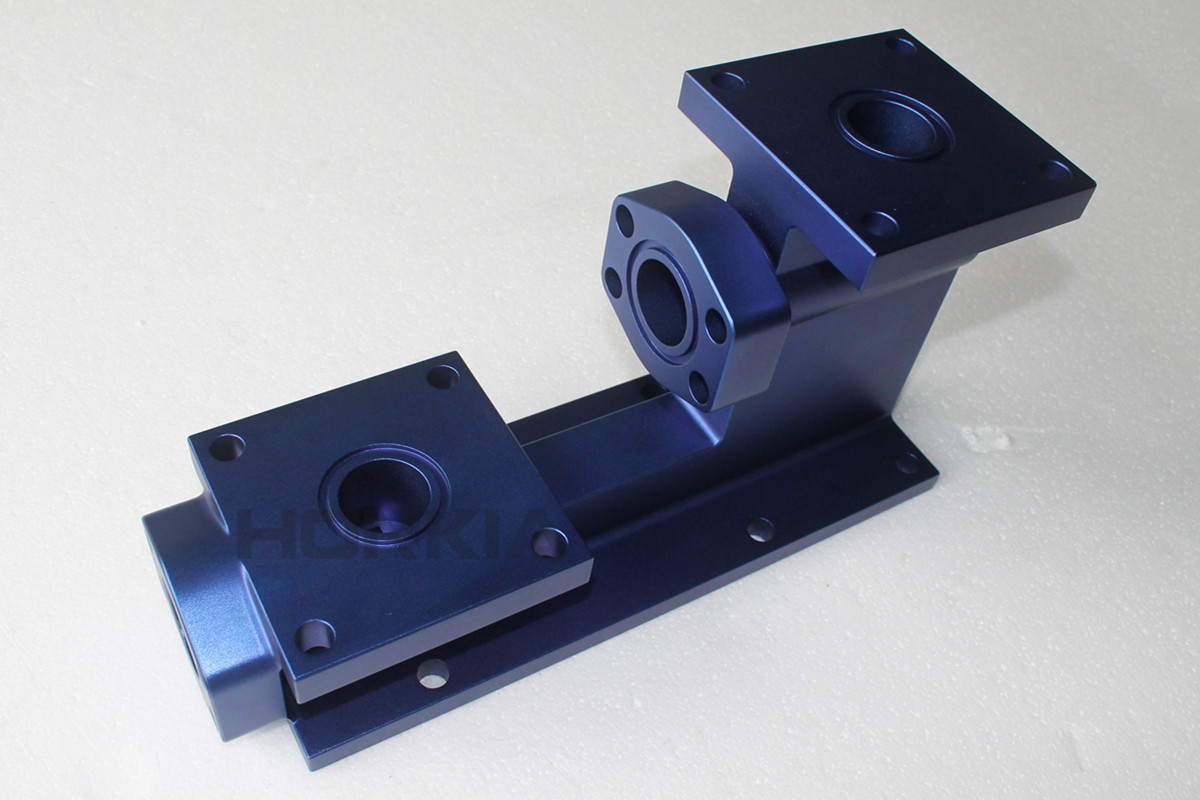
Aluminum Machined and Anodized Prototype
Project Overview:Manufacturing Process: CNC Machining
Material: Aluminum 6061-T6
Part Dimensions: 390.00 × 213.00 × 130.00 mm
Surface Finishing: Sanding, Threading, Anodizing Blue
Quantity and Lead Time: 1 Unit, 7 Days
Customer was an Australia company offering professional service and engineered solutions for fluid systems. This prototype was made to test liquid pressure and fitting before low volume production. Since big dimensions, geometry stability and milling tolerance were key points.
 CNC machining usually started from coarse milling with big cutting tools to fast remove unwanted material, to gradually fine milling by smaller tools.
CNC machining usually started from coarse milling with big cutting tools to fast remove unwanted material, to gradually fine milling by smaller tools.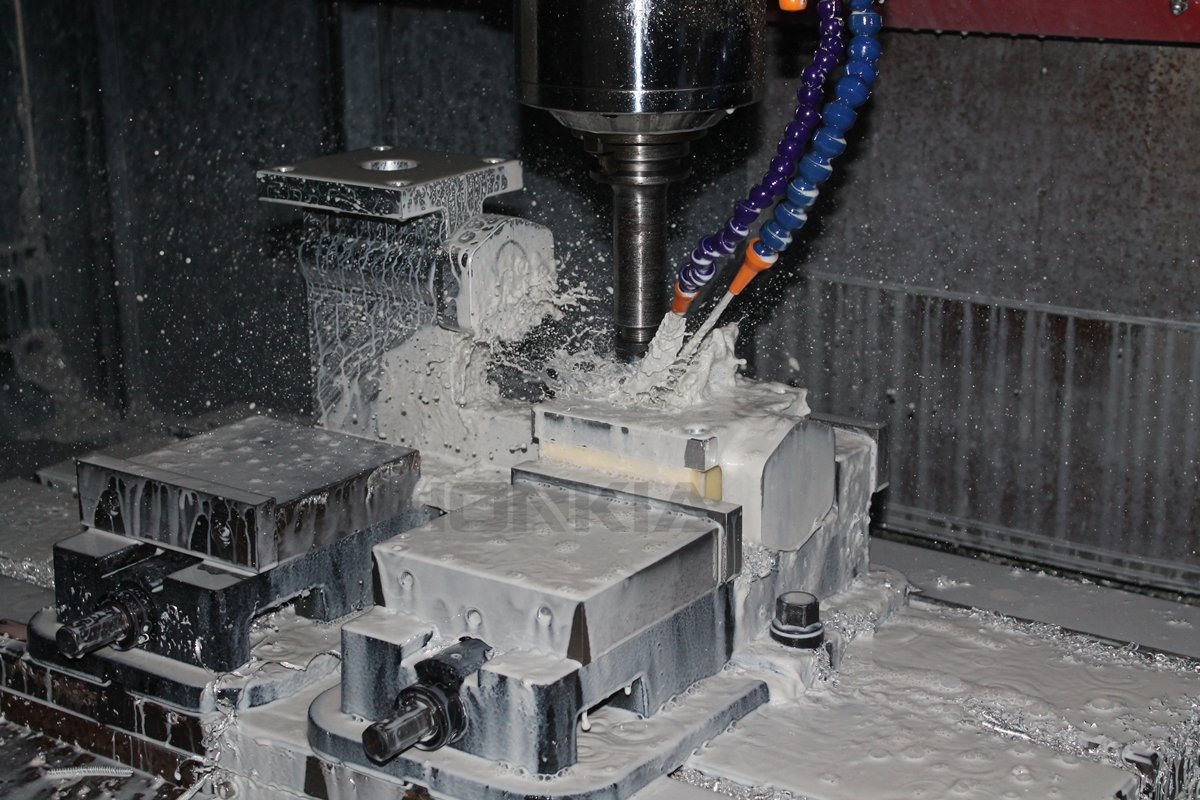 For 3 axis CNC milling, workpiece was rotated manually and repositioned accurately to mill the part side by side, tolerance around ± 0.1 mm.
For 3 axis CNC milling, workpiece was rotated manually and repositioned accurately to mill the part side by side, tolerance around ± 0.1 mm.
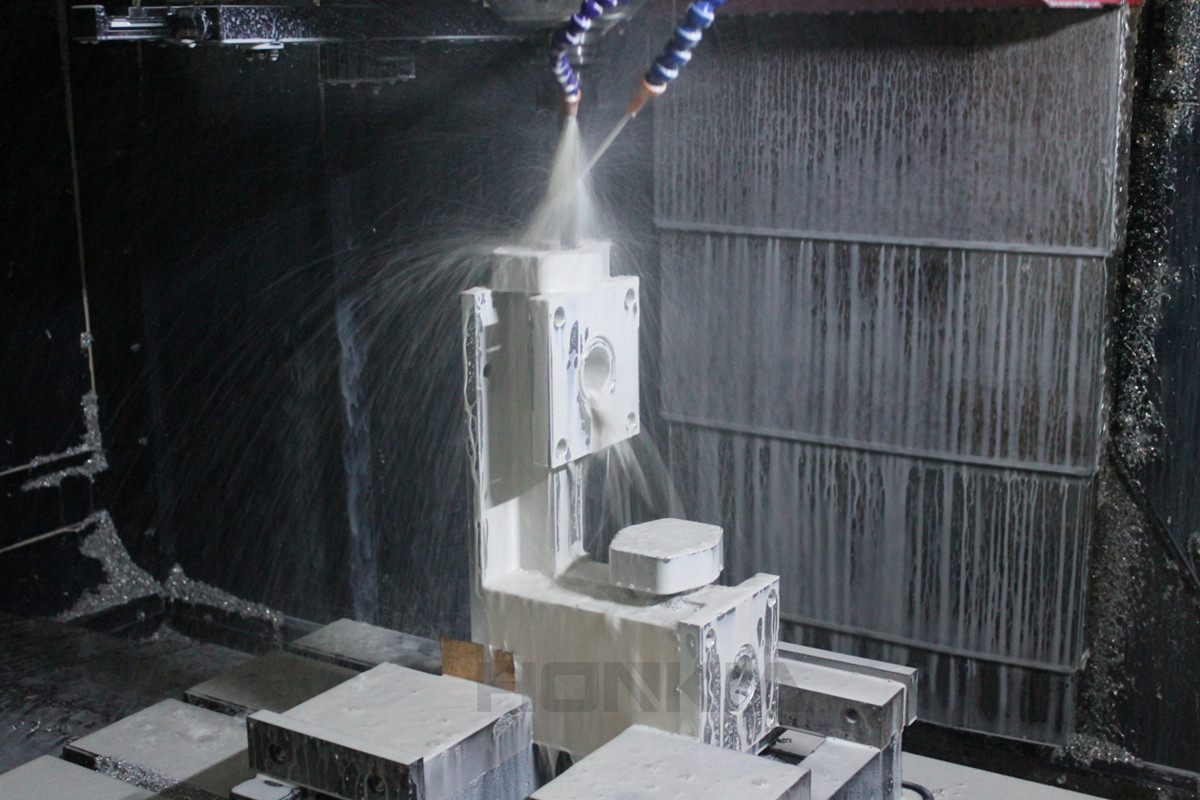 Customized fixture was usually applied to assist milling for high efficiency and tolerance. One deep hole was bored as it was out of milling capability.
Customized fixture was usually applied to assist milling for high efficiency and tolerance. One deep hole was bored as it was out of milling capability.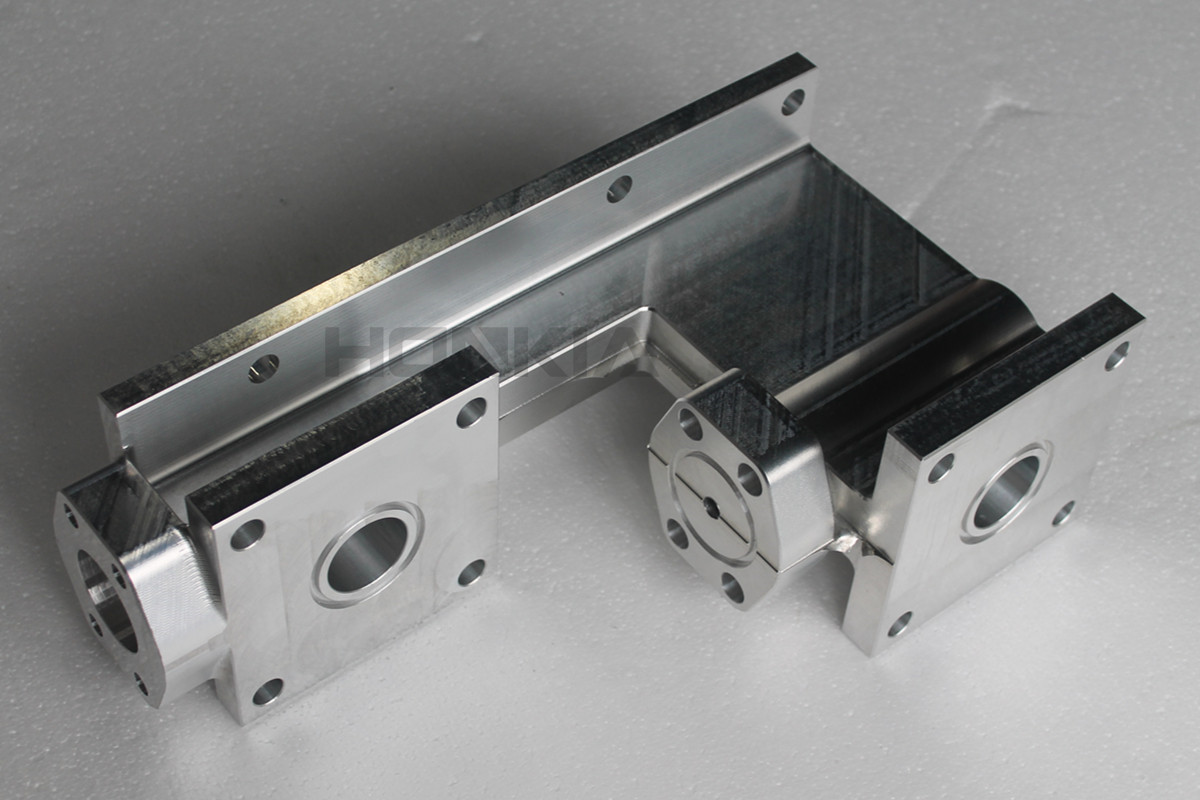 The CNC machined prototype prior to surface finishing. All cutting lines and burrs on the surface were removed by sanding and beadblasting.
The CNC machined prototype prior to surface finishing. All cutting lines and burrs on the surface were removed by sanding and beadblasting.
 The final finishing of anodizing color. The anodized film provided aesthetic feeling as well as corrosion & abrasion resistance to the part.
The final finishing of anodizing color. The anodized film provided aesthetic feeling as well as corrosion & abrasion resistance to the part.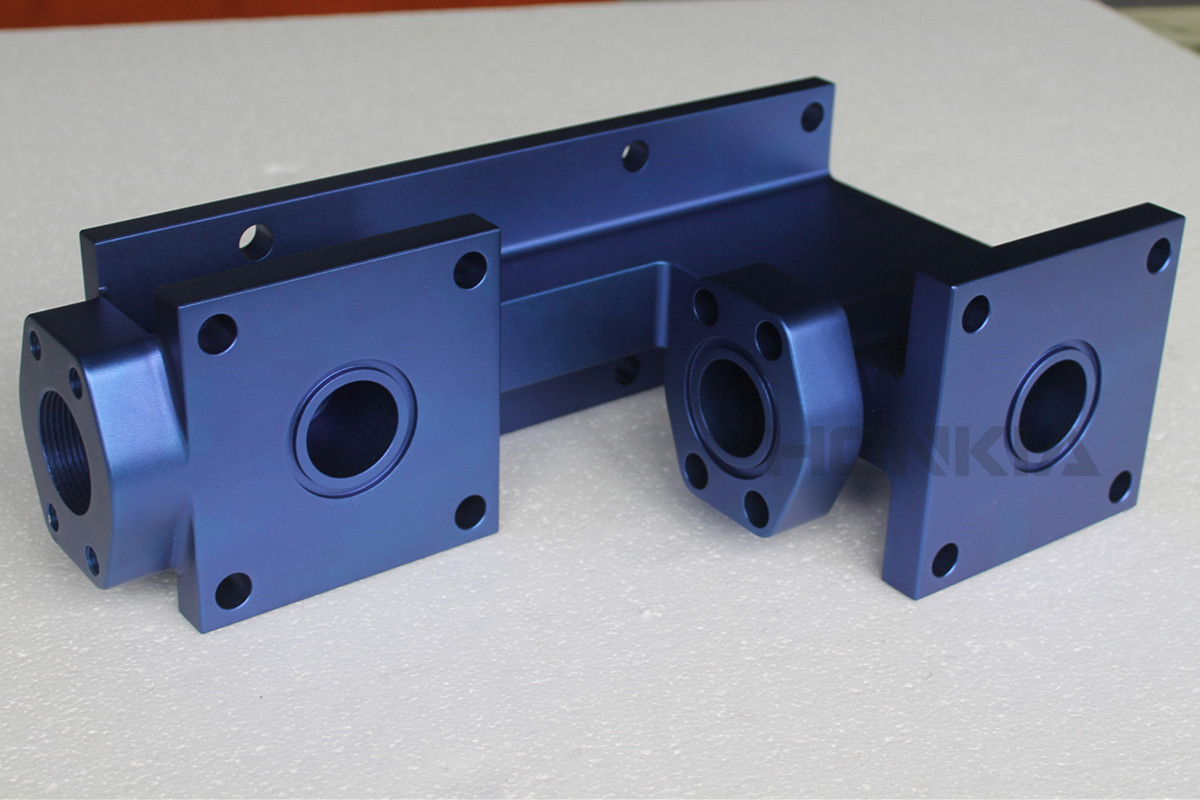 Generally, 6061/6063 and 5052 were preferred series of aluminum material to get quality anodizing finishing of consistent color and texture.
Generally, 6061/6063 and 5052 were preferred series of aluminum material to get quality anodizing finishing of consistent color and texture.